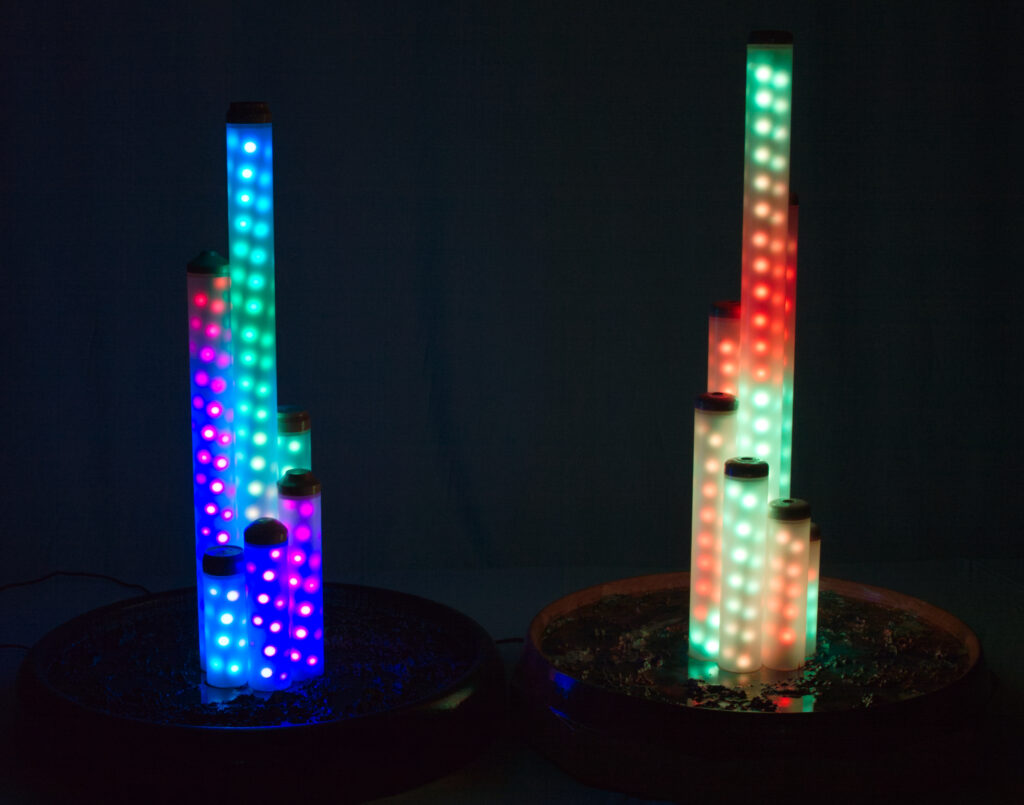
This sculpture is 570 mm diameter with the base 90 mm high. The central cylinder is 730 mm high. Overall mass is 14 kg. The surface is quite heavily textured. The highlight colours are muted against the black surface.
Compared to “Oh My Darling”, “Cold Trap” is much darker and therefore probably a better representation of the Lunar South Pole.
No longer “Not Clementine”, this light sculpture is now officially “Cold Trap”. The original image is courtesy of the Lunar Reconnaissance Orbiter Camera. Originally intended to be the Proof Of Concept for this sculpture, it had more crater detail than the second copy I made from jointed Maple using an image from the BMDO “Clementine” mission.
This image doesn’t show it, but the black finish has red metallic speckles in it throughout. There are also subtle colour variations in the rough highland areas. My intent is to imply different mineral deposits, possibly including water. And of course much of the Lunar South Pole area is in permanent shadow, thereby creating a Cold Trap.
There are now 5 coats of epoxy on this base (I think, I wasn’t keeping track). Because the last 3 coats had a black tint, the colours are very muted. The image doesn’t do any of it justice. The actual colours are more noticeable, and everything has a metallic sparkle to it. Once this is cured in three days or so I’ll hook up the electrical connections and call it done. I still need to name it. The original image is from the NASA LROC (Lunar Reconnaissance Orbiter Camera). It’s not Clementine, although both are centred on the Lunar South Pole.
This one doesn’t have a name yet. It started as the proof of concept for “Oh My Darling”, made with MDF. The first layer of epoxy soaked in, using almost a half litre. This morning I did the second coat with some EcoPoxy Ebony tint. It’s not very opaque, so I’ll have to figure out how to cover the lighter repaired areas.
This version will be lights-only, not water fountain component.
I put together a decent quality video of the “Oh My Darling Clementine” sculpture in action. Thanks to NASA/BMDO for the original composite image, and to Tom Lehrer for the accompanying music. Both are in the public domain.
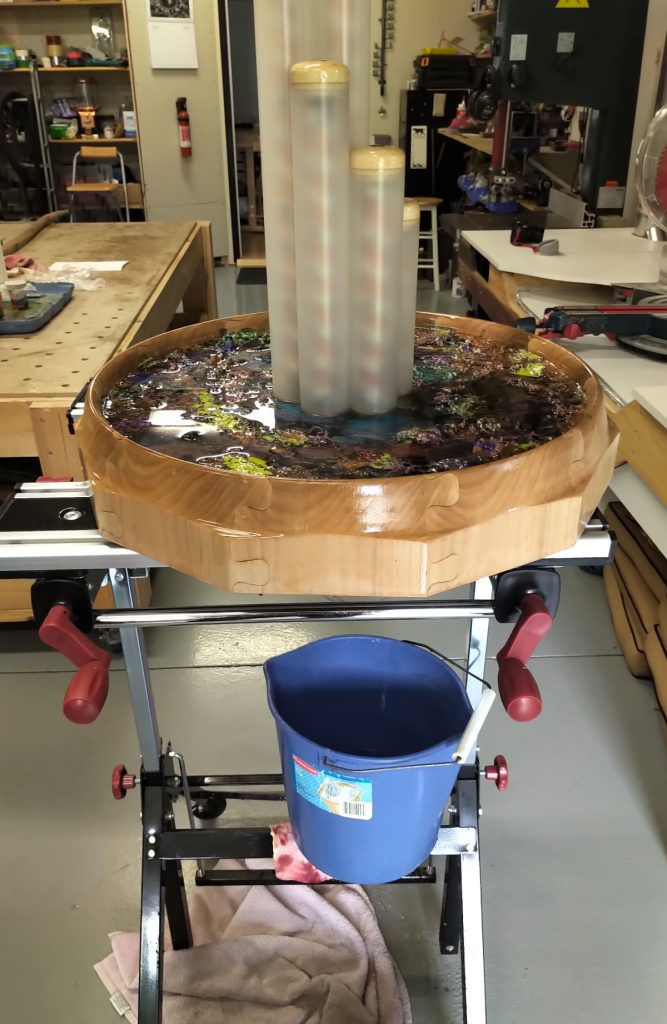
Well that didn’t exactly work as planned. The “Oh My Darling” sculpture works great as a light display. As a fountain that isn’t supposed to leak all over the surrounding environment, no. Those two coats of low viscosity epoxy that were supposed to seal everything? Didn’t. Not only are there leaks around the bases of the acrylic tubes, which wouldn’t have been a surprise, there are also leaks in the wall joints. I have no idea how those could have been a) loose enough and b) not sealed by the epoxy, to actually let quite a bit of water through.
Then there’s the flow volume. The pump just isn’t up to the job. There are 2 issues. First, it just doesn’t have either the pressure or volume to push water out of any of the tubes – even the shortest – to flow more than a dribble. Of course, it may be the small diameter air line I ended up using for the plumbing. Then there’s the Polar Vortex at the intake. It’s quite impressive in its miniature way actually. But the end result is that the pump is seeing as much air as water.
So everything is outside drying out. When dry, I’ll put it back on the workbench as a display item. No soothing sounds of water cascading out of Luna’s South Pole, sustaining our first attempt at living on another orb.
This one is made from a spare short Maple board. I’m also using a small piece of Roasted Maple and one of Olive. I have no client for this, it will be an example of my work and available. It’s sized for the remains of a person of up to 100 kg mass (220 lb weight). As always, the grain is matched around the perimeter.
The plumbing will have to wait for my latest Amazon order to arrive. Meanwhile the epoxy is cured and the electronics parts work. The controller is app-based and has 200 pre-programmed patterns as well as full manual control. The second epoxy clear flood filled in the lower areas and hopefully sealed the acrylic tubes to the base. It also produced a glossy finish. I am pleased.
Four coats of tinted Livos Natural Oil brought out the character of the maple and walnut beautifully. The matched release magnets work perfectly. To open the boxes, they are placed face to face according to the ebony insert alignment marks. The lip on the top aids in using a fingernail to lift the lids. The two boxes will hold ashes for a person of up to 90 kg (200 lb) so should be plenty large enough for most. To close the boxes, the lids are inserted and the boxes separated. A gentle push downwards locks the mechanisms.
I am very pleased with these. Should you desire a set for yourself or someone special, please contact me.